
预浸料工艺技术和储存
2024/05/07
预浸料常用的成型工艺主要包括真空袋工艺、热压罐工艺、模压工艺、卷管工艺、拉挤成型工艺、缠绕成型工艺、压力袋工艺等。
真空袋工艺:通过将产品密封在模具和真空袋之间,通过抽真空对产品加压、加热,从而获得性能优异产品,其优点在于压力均匀、有助于减少气泡产生。真空袋工艺的主要步骤包括铺贴预浸料后打带、密封,然后抽真空将空气抽走。抽真空时,产生压力达到1个大气压,从而起到对铺层进行压实的作用,然后将其送入固化炉内进行固化,或者采用自加热模具固化。
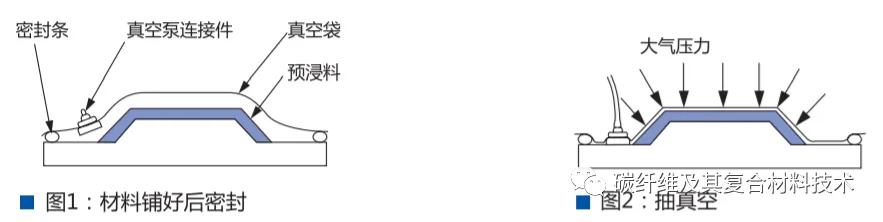
真空袋工艺的主要步骤
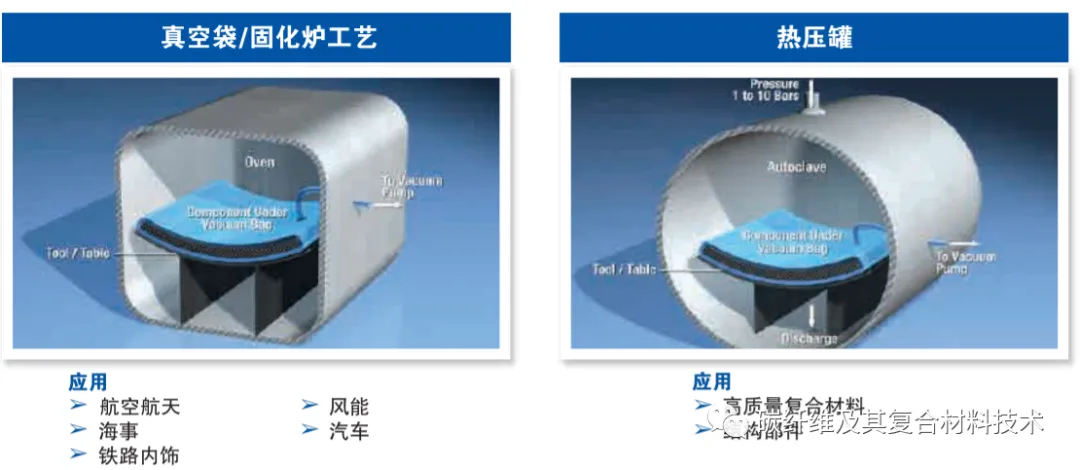
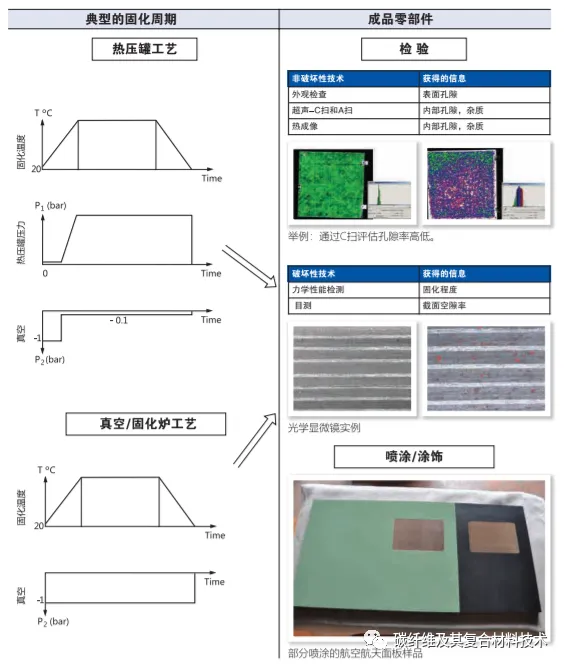
热压罐工艺:热压罐是一种压力容器,通过控制不同真空、压力、升温速率和固化温度等参数为复合材料提供固化条件;该成型技术与真空袋工艺相类似,它通过将预浸料放置真空袋置于热压罐中,将真空泵打开抽至真空,再经过一定时间的真空加热使其固化;该成型工艺稳定可靠,使用范围十分广泛,适用于制造军用机载雷达罩、整流罩、飞机舱门、机翼等产品。
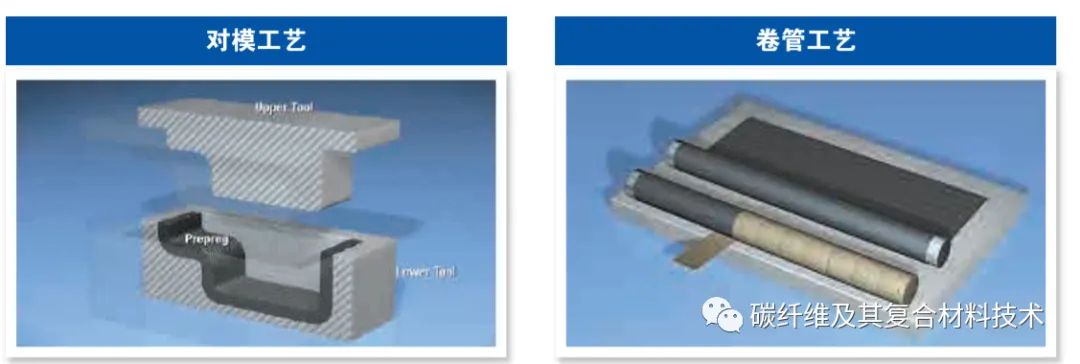
模压工艺:将一定量的预浸料加入金属对模内,经加热、加压固化成型的方法。其主要优点在于生产效率高、产品尺寸精度高、重复性好,但模具制造复杂、成本较高。
卷管工艺:采用卷管机上的热辊,使预浸料软化,随后在一定张力下,在辊的旋转操作过程中,利用辊和心轴之间的摩擦,将预浸料连续卷到管芯上,然后通过冷辊冷却定型,从卷绕机取出,在固化炉中固化。卷管工艺主要用于加工管状结构件。
真空袋/固化炉或热压罐是用预浸料制造复合材料零部件的两种主要工艺,其加工方法取决于部件的质量、成本和种类(如下所示)。

真空袋工艺适用于各种厚度的单板结构和大型夹层结构的制造。部分高性能预浸料也可以使用标准的真空袋固化炉固化,其部件质量接近热压罐工艺。
热压罐工艺通常用于制造高碳纤维体积含量、低孔隙率的优质结构件,也可以在压力较低的情况下生产高标准的蜂窝夹层结构。因为热压罐体积大,往往需要很长时间进行加热和固化,因此周期较长,有时需要缓慢升温才能保证模具和复合材料部件温度的均匀分布。
真空袋打袋步骤如下图所示,该工艺是生产高质量航空航天部件的理想方式,但在工业应用方面也可用其他的铺贴方法。
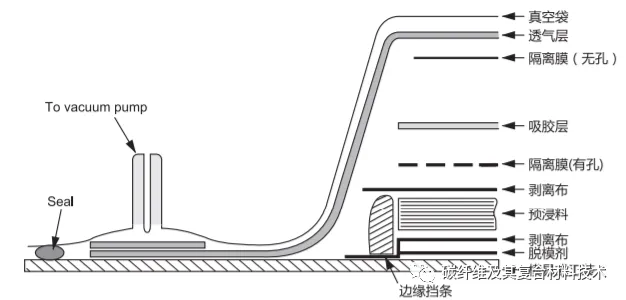
真空袋打袋示例图
真空袋和热压罐都存在真空袋打袋过程(上图),这种工艺是生产高质量的航空航天部件的理想方式,但是在工业应用方面,也可采用其他铺贴方式。
-
脱模剂:帮助部件从工装中脱模; -
剥离布(可选):有助于析出挥发物和多余树脂,固化后可轻易剥离,其表面有利于胶接或喷涂; -
吸胶层(可选):通常采用毡或玻璃纤维织物,吸收多余树脂,树脂含量可以通过吸胶层的数量来调节,以控制纤维的体积含量; -
隔离膜:可防止树脂流失,并根据需要使用无孔或微孔薄膜,空气和挥发成分也可通过微孔排出; -
透气层:提供真空通道,以便从整个部件中去除空气和挥发成分,当使用热压罐压力时,需要更厚的透气织物; -
密封条:控制树脂流失,维持部件形状; -
真空泵/密封胶带:排出空气,形成真空的密封袋。
真空袋成型工艺通过将产品密封在模具和真空袋之间,通过抽真空对产品加压,进而使产品密实的成型工艺方法。真空袋工艺和热压罐工艺主要流程如下图所示。

预浸料一般会采用冷藏的方式进行保存,如美国Hexcel公司的HexPly预浸料典型保存条件为-18℃的冷库。为了避免受潮,在打开聚乙烯袋之前,应当先让预浸料回温至室温(完整包装回温可能需要48h)。
一般而言,在-18℃保存的状态下,预浸料的保质期为自生产日期12个月。一般预浸料产品包装箱的标签上会印上-18℃时的保质期和室温条件下的保质期。室温(温度23℃)环境中预浸料的粘性寿命和外置寿命会因树脂种类不同而存在差异。
-
保质期(储存寿命):密封防潮袋包装状态下的最长储存寿命 -
粘性寿命(操作寿命):室温下,预浸料所能保持的适于铺贴粘性的时间; -
外置寿命(力学寿命):从冷库取出到固化之间所允许的最大室温累计时间。
对于产品规格完整的制造商,其预浸料在应用方面存在很小的安全风险,如Hexcel公司预浸料由于具备以下特点,而存在极小的安全风险:
-
预浸料在铺贴之前一直带有保护膜,裁剪后再去除保护膜,因此,直接接触预浸料的情况实际上不存在; -
和湿法工艺不同(干纤维、液态树脂),预浸料工艺纤维粉尘极小,而且无飞溅、无泄漏和溢出; -
预浸料在常温条件下无挥发; -
在常温下,预浸料的粘性处于中低水平。
但是,所有预浸料在操作时仍应该遵守预防措施,如:始终佩戴手套,确保其覆盖手臂,以避免皮肤与产品的接触。在无保护状态下重复触摸预浸料会引起过敏反应。
加工固化后的产品会产生含有纤维物质的粉尘,应避免吸入。建议在切割区安装吸尘装置收集粉尘。为了防止火灾和爆炸,加工固化产品时应避免粉尘的形成,避免火源,含有碳纤维的粉尘是导电的。
资料来源于:玻纤复材
免责声明:本公众号发布的文章,仅限于复合材料知识和市场资讯的交流和分享,不用于任何商业目的。任何个人或组织对文章版权或其内容的真实性、准确性存有疑议,请第一时间联系我们,我们将及时处理。
关键词:
南京聚发新材料有限公司
电话:18651642188(邓军发)
邮箱:junfa.deng@jufa-composite.com
地址:江宁区江云路 88 号佳强大厦 7 层
网址:www.jufa-composite.com
